For many manufacturing plants, internal logistics has long been treated as a background function. As long as materials moved from point A to point B, few people questioned how or why. That mindset is changing quickly. Rising labor costs, stricter safety standards, and increasingly complex production layouts are forcing factories to rethink how heavy materials are transported on the shop floor.
This is where the heavy duty mobile robot enters the discussion. Not as a trend-driven piece of automation, but as a practical response to problems that traditional solutions are struggling to handle. Still, a common question remains: what exactly is a heavy duty mobile robot, and more importantly, when does it actually make sense to deploy one?
This article answers that question from a factory decision-maker’s perspective, focusing on real use cases, engineering realities, and long-term operational value.
Heavy Duty Mobile Robot: A Practical Definition, Not a Marketing One
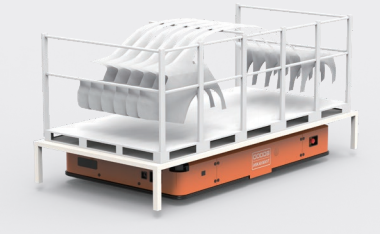
In simple terms, a heavy duty mobile robot is designed to transport extremely heavy loads—typically in the range of three to five tons—within industrial environments. Unlike light-duty autonomous mobile robots, these systems are built for stability, structural strength, and predictable motion under load.
According to industry definitions, heavy-duty mobile robots are commonly used in automotive manufacturing, metal processing, and other heavy industries where molds, large metal components, or structural assemblies must be moved safely and repeatedly.
What distinguishes them is not autonomy alone, but the ability to combine autonomous navigation with controlled, safe movement under significant payload stress. In practice, this places them closer to production equipment than to warehouse robots.

When Does a Factory Start to Need a Heavy Duty Mobile Robot?
Most factories do not wake up one day and decide to automate heavy transport. The shift usually happens gradually, driven by pressure points that become harder to ignore.
One common trigger is safety. Manual handling of multi-ton components, even with forklifts or cranes, introduces risk. Fatigue, limited visibility, and human reaction time all increase the likelihood of incidents. Over time, safety incidents—minor or major—start to affect production continuity and workforce morale.
Another driver is efficiency. In many plants, heavy material movement becomes a bottleneck. Forklifts wait for availability. Operators coordinate movements manually. Production lines pause while large components are repositioned. When throughput targets increase, these inefficiencies become costly.
A third factor is workforce availability. Skilled forklift operators are harder to recruit and retain, especially for repetitive, high-risk tasks. When labor turnover rises, training costs rise with it.
Factories usually begin exploring heavy duty mobile robots when these issues overlap. It is rarely about replacing people outright. It is about stabilizing operations where manual processes have reached their practical limits.
Heavy Duty Mobile Robot vs. Forklift: When Replacement Becomes Logical
Forklifts have been the backbone of industrial material handling for decades. They are flexible, familiar, and relatively inexpensive upfront. However, their limitations become apparent in heavy-duty, repetitive applications.
Forklifts rely heavily on operator skill. Under heavy loads, braking distance increases, maneuvering becomes slower, and visibility can be compromised. In confined production areas, this creates safety concerns that are difficult to fully eliminate through training alone.
Heavy duty mobile robots address this differently. Their routes are defined digitally. Speed, acceleration, and stopping distances are calculated based on payload. Obstacle detection and avoidance systems reduce reliance on human reaction time. Over long shifts, performance remains consistent.
This does not mean forklifts disappear. In many facilities, both coexist. However, when heavy transport follows predictable paths and occurs frequently, replacing forklifts with heavy duty mobile robots often becomes a logical step rather than an experimental one.
Use Cases That Actually Justify Heavy Duty Mobile Robots
Not every heavy object requires a robotic solution. The strongest justification appears in a few recurring scenarios.
Mold and die handling is one example. These components are heavy, valuable, and often moved between storage, preparation, and production areas. Damage or misalignment can cause costly downtime. A mobile robot designed specifically for this task provides controlled movement and repeatable positioning.
Large metal components in automotive or machinery manufacturing present another case. When chassis parts or structural frames must move between workstations, stability matters more than speed. Heavy duty mobile robots offer that balance.
In these environments, the value is not just automation. It is predictability. Production planners can rely on consistent material flow rather than adapting schedules around manual transport constraints.
Payload Alone Is Not Enough: Engineering Factors Buyers Often Miss
One common mistake is focusing exclusively on payload capacity. While load rating matters, it is only part of the equation.
Stability under motion is critical. A robot carrying five tons behaves very differently when accelerating, turning, or stopping. Chassis design, center of gravity, and suspension all affect safety and performance.
Navigation accuracy is another factor. Heavy duty mobile robots often operate near people, equipment, and finished products. Reliable SLAM-based navigation and precise docking are essential for safe integration into existing layouts.
Floor conditions also matter. Uneven surfaces, expansion joints, or slopes can impact performance if not accounted for during system design. Experienced suppliers evaluate these factors early, rather than treating them as installation details.
Is a Heavy Duty Mobile Robot Worth It? A Realistic ROI Perspective
Return on investment is rarely immediate. Heavy duty mobile robots involve higher upfront costs than traditional equipment. The payoff comes over time.
Savings typically appear in reduced labor dependency, fewer safety incidents, and improved production continuity. In facilities operating multiple shifts, these gains accumulate quickly.
Another often overlooked benefit is operational stability. When material transport becomes predictable, production planning improves. Downtime caused by logistics delays becomes easier to manage, and output becomes more consistent.
For many factories, the question is not whether the system pays for itself in one year, but whether it reduces long-term operational risk. In that context, heavy duty mobile robots often justify their investment.
Heavy Duty Mobile Robots in Flexible Production Environments
Modern manufacturing rarely stays static. Product variants increase. Line layouts change. Production volumes fluctuate.
Fixed conveyors and traditional handling systems struggle in this environment. Heavy duty mobile robots, by contrast, can adapt. Routes can be adjusted. Docking points can be modified. Capacity can be scaled by adding units rather than rebuilding infrastructure.
This flexibility aligns with broader trends toward intralogistics automation and intelligent factory design, where material flow adapts to production needs rather than the other way around.
About Wesar Intelligence Co., Ltd.
Wesar Intelligence Co., Ltd. is a one-stop intelligent factory solutions provider specializing in green intelligent logistics robots and integrated factory automation systems. The company combines consulting, system design, equipment manufacturing, software development, on-site implementation, and after-sales support into a single service framework
With extensive experience across manufacturing, automotive, energy, and heavy industry sectors, Wesar focuses on customized solutions rather than standardized products. Its heavy duty mobile robots are designed to integrate with existing factory systems, support real production workflows, and operate reliably in demanding industrial environments.
Conclusion
A heavy duty mobile robot is not a universal solution, nor should it be treated as one. Its value emerges when factories face consistent challenges related to safety, labor availability, and heavy material flow.
For operations dealing with multi-ton loads, repetitive transport routes, and high safety requirements, these systems offer a controlled, reliable alternative to traditional handling methods. As production environments become more complex and flexible, the role of heavy duty mobile robots is likely to expand—not because they are new, but because they address problems that are becoming harder to solve manually.
FAQs
What is a heavy duty mobile robot used for?
A heavy duty mobile robot is used to transport very heavy materials, typically between three and five tons, within manufacturing and industrial environments such as automotive plants or metal processing facilities.
When should a factory choose a heavy duty mobile robot instead of a forklift?
When heavy loads follow predictable routes, safety risks increase, or labor availability becomes a concern, a heavy duty mobile robot can provide more consistent and safer operation than forklifts.
Are heavy duty mobile robots safe to operate near workers?
Yes. When properly designed and integrated, they use navigation, obstacle detection, and controlled motion to operate safely in shared environments.
How long does it take to see ROI from a heavy duty mobile robot?
ROI depends on usage intensity and labor savings. Many factories begin seeing operational benefits within the first few years through reduced labor dependency and improved stability.
Can heavy duty mobile robots be customized for different factory layouts?
Yes. Most systems are tailored to site conditions, including load type, docking requirements, navigation method, and integration with existing systems.